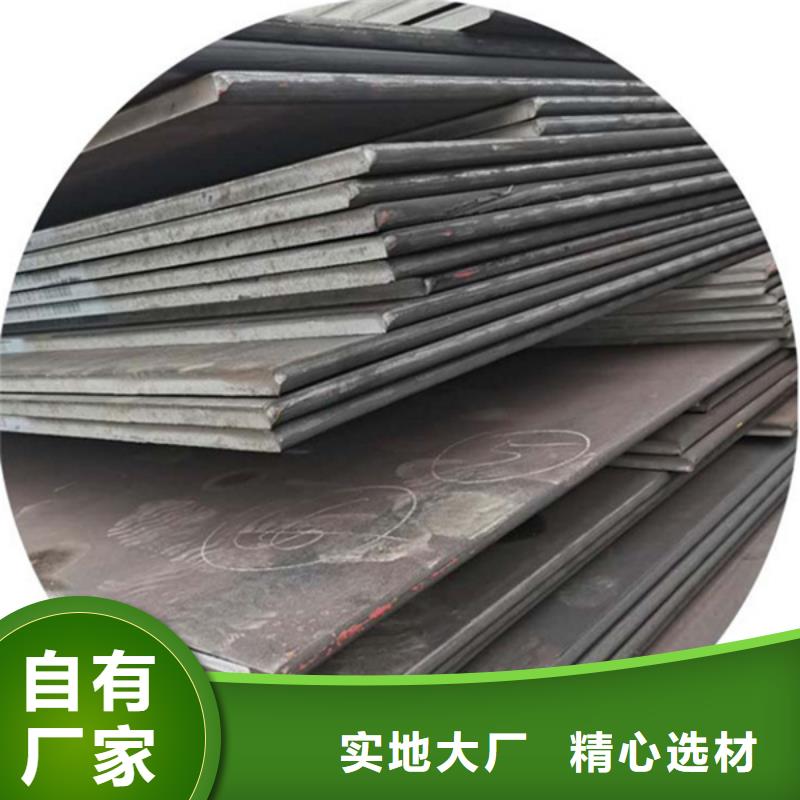
双金属耐磨板高硬度碳化铬耐磨复合钢板
| 产品参数 | |
|---|---|
| 产品价格 | 660/平米 |
| 发货期限 | 7 |
| 供货总量 | 4511220 |
| 运费说明 | 咨询客服 |
| 小起订 | 2 |
| 质量等级 | 一等级 |
| 是否厂家 | 是 |
| 产品材质 | 耐磨 |
| 产品品牌 | 哈曼 |
| 产品规格 | 规格全 咨询客服 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 型号全 咨询客服 |
| 可售卖地 | 全国 |
| 产品颜色 | 耐磨 |
| 适用领域 | 各种耐磨设备 |
| 是否进口 | 否 |
| 品牌 | 哈曼 |
| 材质 | 高铬 |
| 货号 | 0056 |
| 产地 | 山东 |
| 加工服务 | 深加工可定制 |
| 范围 | 双金属耐磨板高硬度碳化铬耐磨复合钢板供应范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市等区域。 |


使用时本实用新型的板体上的凸筋与凸筋之间形成的空间,好似一个个长方形的“沙箱”,在生产作业时,初始矿料下落时充满了各个“沙箱”空间,后续矿料下落时则直接对初始矿料形成冲击、摩擦,从而使矿料下落冲击点上形成矿料打矿料、矿料磨矿料,达到减少对耐磨板的磨损,提高耐磨板的使用寿命。
3、根据1的一种耐磨板,其特征在于板体和凸筋采用高铬合金材料制成,板体的四个角设有固定孔。 本实用新型涉及一种耐磨板,其特征在于板体至少设有两条平行的凸筋,凸筋的高度为25-40mm。同时提高使用寿命,减少维修工作量,有效发挥机械设备运行能力。
耐磨板的复合强化方法技术领域:本发明涉及一种耐磨板的制作方法,特别涉及一种耐磨板的复合强化方法。目前,钢铁企业中轧钢生产上使用导卫板,烧结和炼铁等炉中使用的料仓附板、料车、布料器、料斗、管道、出料槽、风机、振动筛等耐磨零部件。



哈曼金属材料(山西省分公司)生产的 不锈钢管加工产品销往全国十多个省、市、自治区,由于质量高、服务好、价格低,受到广大消费者的一致好评。我们本着“诚信经营、不断创新、顾客至上”的经营理念,在生产销售各种规格的 不锈钢管加工产品的同时还按照用户需求进行来图加工和来样加工,制造上述或其他产品。把企业着力打造成专业化程度高、服务好 不锈钢管加工生产厂家。


通常NM500耐磨板表面缺陷可能会有裂纹、划痕、结疤等几种情况,针对这些缺陷建议在生产中需要采取以下几种方法来避免:首先在对耐磨板加工的过程中一定要规范操作,要尽量防止出现一些比较大的夹杂物等现象。同时是在冶炼的过程中在脱氧状态良好的情况下一定要控制Al加入量。其实就是要检查一些耐磨板加工的相关工具,一定要确保这些工具没有轧辊、轧槽和导卫等现象,有问题的工具一定要及时的更换或是调整。避免对钢板加工的过程中产生一定的磨损等。
硼的添加。Fe一OB合金的熔点为1400℃,相对密度约7200k岁耐。硼是易被空气氧化和渗氮的原素,加前要对钢材熔液充足脱氨和固氮。假如苍硼耐磨损铸造件中另外带有钦,则硼在加钦后添加,钦可起固氮作用;假如没有钦,则在加铝终脱氨后添加,因铝的加能产生AIN,也可以起固氮作用。在一般NM500耐磨板中,硼做为营养元素添加,添加量并不大。



haman

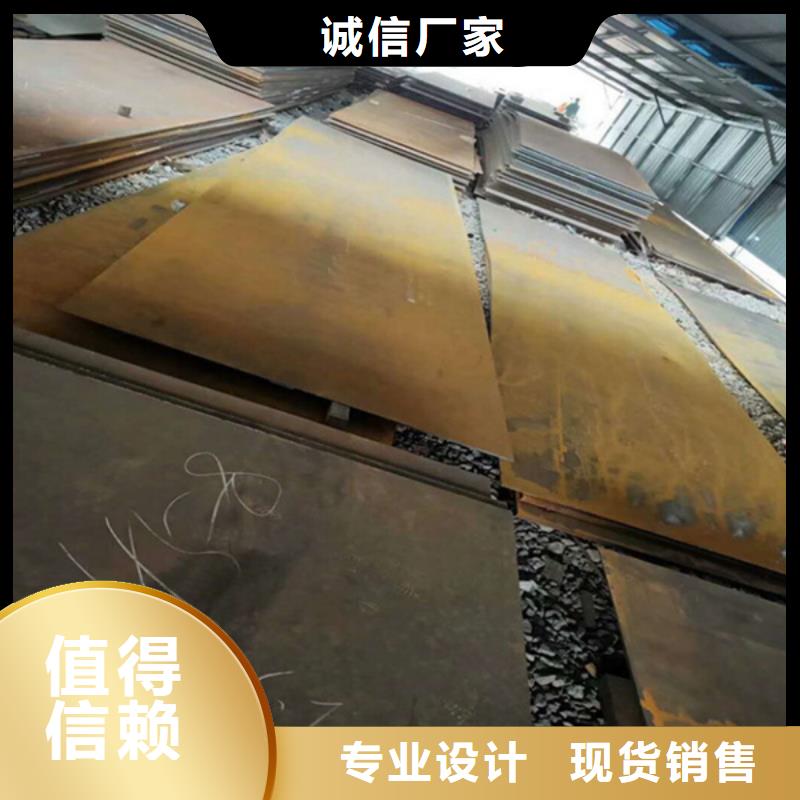
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板
- 公路用护栏 2026-02-27
- 灵芝粉 2026-02-27
- 静音发电机出租实力厂家 2026-02-27
- 每小时50吨轻质抹灰石膏生产线 2026-02-27
- Q355B工字钢现货供应 2026-02-27
- 高架桥人行道复合管护栏多少钱 2026-02-27
- 铝合金桥梁护栏厂家售后一站式服务 2026-02-27
- 山东红玉草莓苗 2026-02-27
- 水上挖掘机出租本地哪里有 2026-02-27
- 每小时10吨自流平生产线 2026-02-27
- 尖角方矩管厂家直供 2026-02-27
- 道路桥梁防撞护栏本地厂家 2026-02-27
- dz40地质管定制切割 2026-02-27
- 探伤室铅门保质保量 2026-02-27
- PE-RT地暖管材管件,华尔网PVC-O给水管材,PVC-U给水管材,PVC-M给水管材,高标农田灌溉PVC专用管材管件 如川新材料有限公司专业从事华尔网农田灌溉PE PVC-U PVC-O 专用管材管件、华尔网PE-RT地暖管材管件、华尔网HDPE给水管材、华尔网PE给水管材,华尔网HDPE燃气管材管件、华尔网MPP电力电缆保护管材管件、华尔网高标农田灌溉PE专用管材管件PE-RT地暖管材管件,华尔网 2026-02-27
产品










联系方式
