人行道护栏规格
更新时间:2026-02-27 07:50:27 ip归属地:湖州,天气:多云转晴,温度:0-11 浏览:2次



- 发布企业
- 鑫方达金属制品(湖州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 货源充足
- 运费
- 电议
- 关键词
- 桥梁护栏
- 所在地
- 高新技术产业开发区工业园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 刘经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 供货总量 | 货源充足 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫方达 |
| 材质 | 不锈钢复合管/碳素钢 |
| 是否可定制 | 可定制 |
| 发货期限 | 电议 |
| 范围 | 人行道护栏规格供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 吴兴区、南浔区、德清县、长兴县、安吉县等区域。 |


若设计没有规定缝的位置时,一般跨中、板端和连续梁的支座位置均应设置真缝。假缝位置可以在模板上对称贴上加工好的橡胶条,真缝位置宜采用两层三合板中间夹泡沫板的做法,以利拆除。因为往往出产全套铝合金护栏产品的厂家才会有全套的各式各样的铝合金护栏配件,才干确保出产出来的铝合金护栏配件的类型、质量过关。
而因为铝合金护栏出产厂家其实有许多,所以真实关键的问题是如何从众多的厂家中找出适宜的那个厂家。一般来说,客户在选择铝合金护栏出产厂家时,肯定要考虑的是所选厂家的资质和诺言问题,经过许多方面的比较,才能选出适宜的厂家。
根据桥梁设计通用图中防撞护栏厂家尺寸要求,防撞护栏厂家模板应采用钢模,选择力量雄厚、经验丰富的厂家,严格按照施工图的尺寸、施工要求定做模板。确保模板有足够的精度、刚度和性,以保证各部位形状、尺寸准确,混凝土浇注时不变形、不跑模,接缝严密不漏浆、拆装容易,施工、方便。



鑫方达金属制品(湖州市分公司)地处高新技术产业开发区工业园,地理位置优越,此处交通便利,本公司专业生产 桥梁护栏。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。


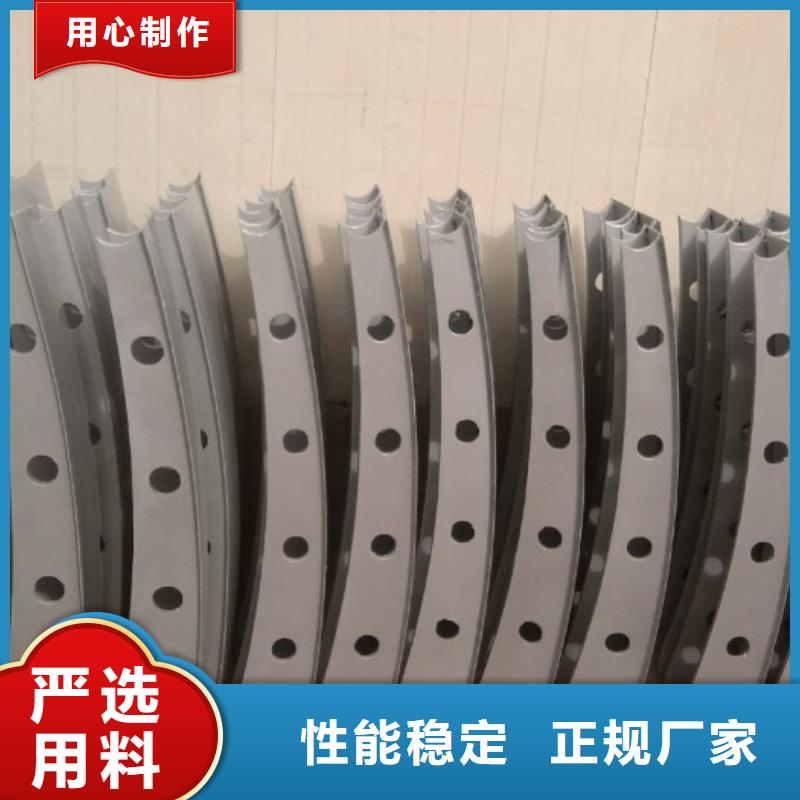
不锈钢复合管护栏/不锈钢复合管栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线。
企业秉承“以诚为本、质量兴业、有诺必践、服务”的经营理念,始终坚持“人无我有、人有我精、人精我新”的发展宗旨。向广大用户提供质优价廉的具有广阔应用前景和发展方向的优良产品。企业在锐意进取中发展,在激烈竞争中壮大,迅速扩大市场份额,实力日臻雄厚,是您的合作伙伴。
为进一步使企业的管理工作走上科学化管理轨道,本严格按照ISO9001:2000(、APISPECQ1:2007(第8版)、API规范5LD(1998版)及压力管道元件的要求管理,产品能更好地满足顾客的要求,使企业在市场竞争中、稳步地发展。
目前拥有两条生产线,年产各种规格不锈钢氩弧焊管和不锈钢系列复合管道逾2。产品规格:外复管直径12-168的各种规格不锈钢复合管,内衬管DN10-300内衬不锈钢复合管道,长度定尺6米、7米、8米、9米,以的和管理理念,实施以质量为核心的IS09001-2008质量管理体系。
为确保产品优异的性能,还引进了上的质量检测设备,建立了以美国石油APISPECQ1及API-5LD为标准的内控体系,从原料采购到产品出厂,对每一个环节都严格把控,产品品质赢得了市场的广泛认可。自成立以来,一直秉承诚服务的核心指导思想,先后与中冶建工、中铁八局、等企业建立了合作关系。



不锈钢复合管护栏道路护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。
5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。
