拖拉管供货商家
更新时间:2026-02-27 03:48:54 ip归属地:焦作,天气:晴,温度:-1-7 浏览:2次



- 发布企业
- 管业(焦作市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 按单生产
- 运费
- 3天发货
- 关键词
- 衬塑管
- 所在地
- 宜阳产业集聚区
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 薛经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 供方承担 |
| 供货总量 | 按单生产 |
| 运费说明 | 3天发货 |
| 产地 | 河南洛阳 |
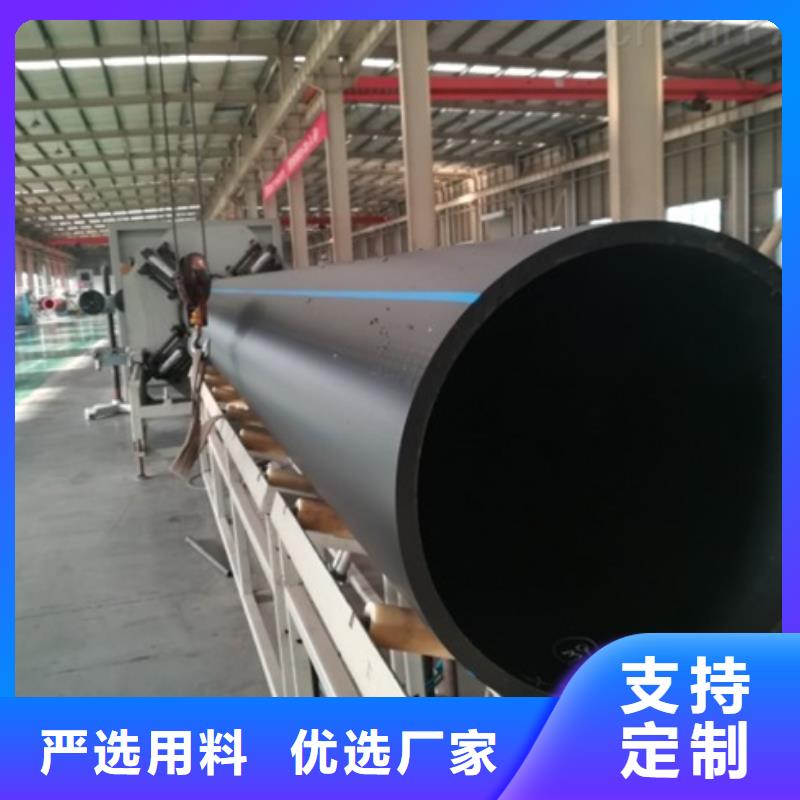
| 品名 | PE给水管 |
| 材质 | HDPE |
| 用途 | 给水管 |
| 壁厚 | 2.3-59.3mm |
| 颜色 | 黒色 |
| 公称压力 | 0.8/1.0/1.25/1.6MPa |
| 公称外径 | 16-1000mm |
| 长度 | 6m |
| 牌号 | 89 |
| 范围 | 拖拉管供货商家供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 解放区、中站区、马村区、山阳区、修武县、博爱县、武陟县、温县、沁阳市、孟州市等区域。 |



HDPE管道相对于其他原料的管材后期维护和保养愈加省力,节约成本,在国外,PE管道已经很多的代替了原有的旧管道。
PE管道相比于其他原料的管道还能够节约很多的成本,不只有装置运输的等方面的还有购买资料等方面,所以PE管跟着越来越规范,逐渐的被人们所承受所购买。
HDPE管道的有哪些种类
1、聚乙烯矿管
在一些工程塑料中,聚乙烯具有很高的耐磨性。 即使在强腐蚀、高磨损情况下,其使用率是普通钢管的4~6倍,普通聚乙烯的9倍。因此,输送率可提高20%,与井下使用使用期可超过20年有关,经济效益显著。
2、PE污水管
HDPE管道称为高密度聚乙烯管。这种管子常用于市政工程。同时,它也被广泛应用于污水处理行业。由于它具有耐磨、耐酸、耐腐蚀、耐高温等特点,逐渐取代了钢管、水泥管等传统管材在市场上的地位。
3、PE给水管
HDPE管道是传统钢管和PVC饮用水管的新产品。
PE给水管能承受一定的压力。通常应选用分子量较大、力学性能较好的PE树脂。但LDPE树脂拉伸强度低,耐压性差,刚性差,成型加工时尺寸稳定性差,连接困难,不适用于给水压力管道。



HDPE管道-PE 100 管道物理性能
| 序 号 | 项 目 | 要 求 | |
| 1 | 20℃静液压强度(环向应力12.4MPa,100h) | 不破裂,不渗漏 | |
| 2 | 80℃静液压强度(环向应力5.5MPa,165h) | 不破裂,不渗漏 | |
| 3 | 80℃静液压强度(环向应力5.0MPa,1000h) | 不破裂,不渗漏 | |
| 4 | 断裂伸长率,% | ≥350 | |
| 5 | 纵向收缩率(110℃),% | ≤3 | |
| 6 | 氧化诱导时间(200℃),min | ≥20 | |
| 7 | 耐候性1)(管材累计 | 80℃静液压强度(环向应力4.6MPa,165h) | 不破裂,不渗漏 |
| 断裂伸长率,% | ≥350 | ||
| 氧化诱导时间(200℃),min | ≥10 | ||
| 注:1)仅适用于蓝色管材。 | |||
PE 80 管道物理性能
| 序 号 | 项 目 | 要 求 | |
| 1 | 20℃静液压强度(环向应力9.0MPa,100h) | 不破裂,不渗漏 | |
| 2 | 80℃静液压强度(环向应力4.6MPa,165h) | 不破裂,不渗漏 | |
| 3 | 80℃静液压强度(环向应力4.0MPa,1000h) | 不破裂,不渗漏 | |
| 4 | 断裂伸长率,% | ≥350 | |
| 5 | 纵向收缩率(110℃),% | ≤3 | |
| 6 | 氧化诱导时间(200℃),min | ≥20 | |
| 7 | 耐候性1)(管材累计 | 80℃静液压强度(环向应力4.6MPa,165h) | 不破裂,不渗漏 |
| 断裂伸长率,% | ≥350 | ||
| 氧化诱导时间(200℃),min | ≥10 | ||
| 注:1)仅适用于蓝色管材。 | |||


您的满意是我们的追求,管业(焦作市分公司)将竭诚为您服务!
公司宗旨:为客户创造价值,为员工创造机会,为社会创造效益。
公司使命:为客户解决“减少人工,降低成本,提率,品质”及提高国内 衬塑管研发水平和广泛应用为使命。
品牌定位:努力打造 衬塑管行业的标杆品牌。
质量方针:创新是根本,质量是生命。
管理理念:以人为本,科学管理。
企业精神:诚信、务实、开拓、创新。



HDPE管道热熔连接的主要步骤如下:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的PE管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要正好对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
- 不锈钢绳索护栏电话库存
- 不锈钢卷板供应供应厂家
- 灯光护栏价格公道合理
- 河道栏杆制作
- Φ355hdpe管道
- 路桥护栏报价
- 沁阳市保温砂浆生产厂家
- 化工管道镍基合金常年备有1000吨库存
- 地基水利用滤水管600桥式滤水管焊接方法
- 桥梁护栏施工
- 仿泥巴漆零售艺术漆
- 智能公交站台候车亭 仿古候车亭制作 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭 景区道路候车亭 建设道路候车亭 城镇公交候车亭 新款不锈钢候车亭 广告灯箱候车亭 智能垃圾桶候车亭 新款智能自动报站候车亭来图定制
- 包钢无缝钢管切割加工
- 不锈钢线管_欢迎您
- 重庆到货运公司 木架定做-物流专线「天天发车」