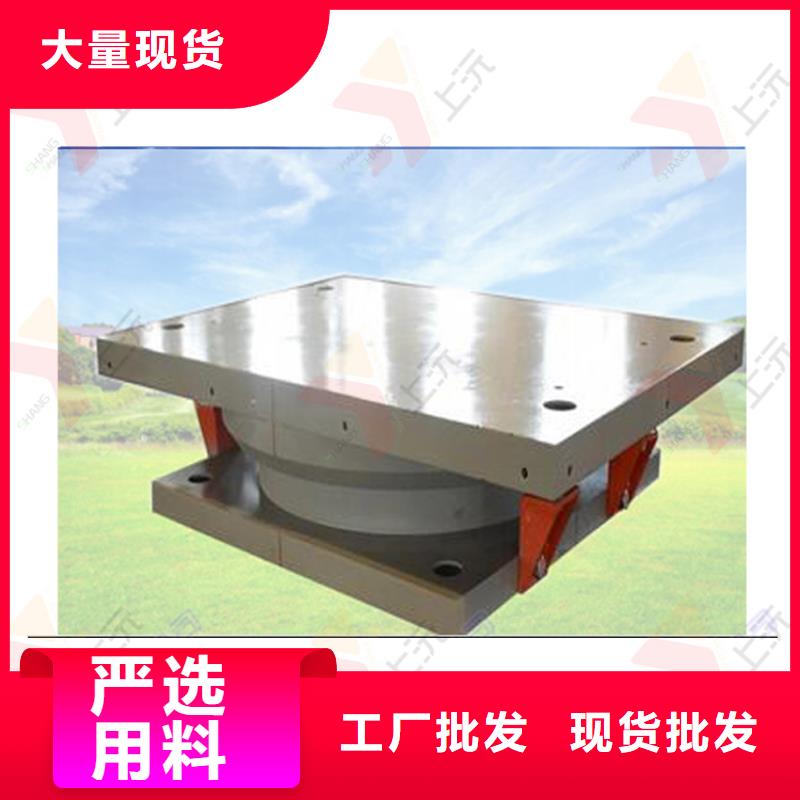
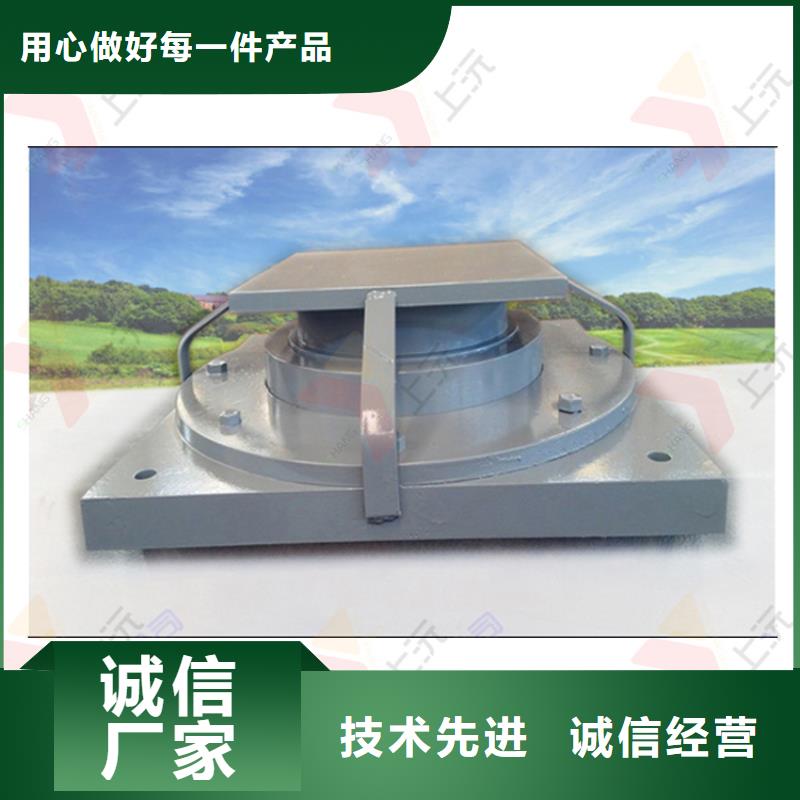
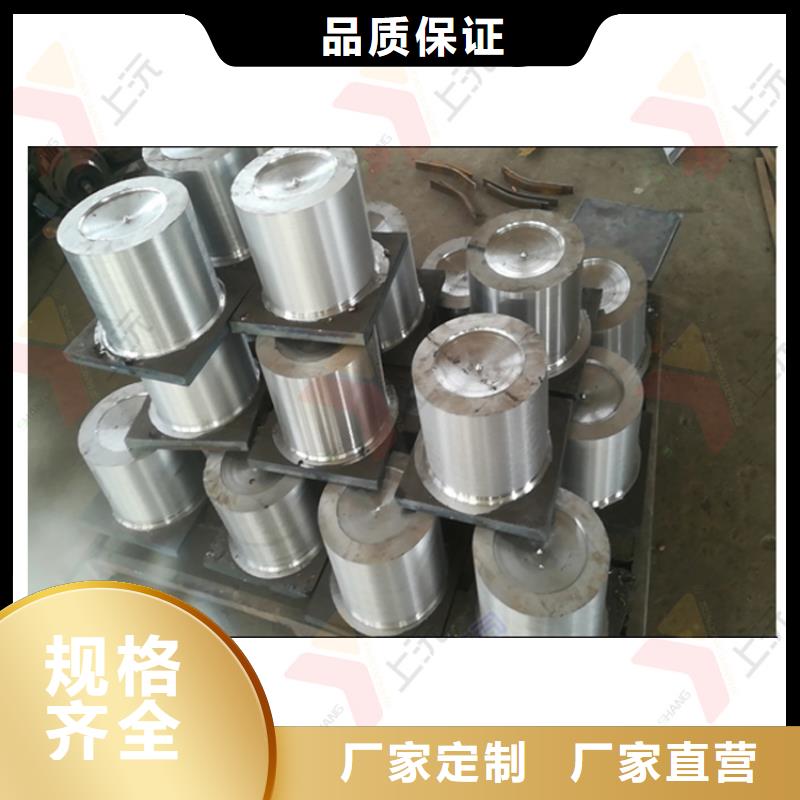
酒店铰支座生产厂规格多
| 产品参数 | |
|---|---|
| 产品价格 | 面议 |
| 发货期限 | 包邮 |
| 供货总量 | 50000 |
| 运费说明 | 7天 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |
| 范围 | 酒店铰支座生产厂规格多供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 虎丘区、吴中区、相城区、姑苏区、吴江区、常熟市、张家港市、昆山市、太仓市等区域。 |


支座的养护:1、支座使用期间每年定期进行一次检查及养护。2、检查支座地脚螺母有无剪断,支座橡胶密封圈有无龟裂、老化。3、检查支座相对位移是否均匀,逐个记录支座位移量。4、支座附近的杂物及灰尘,并用棉丝仔细擦净不锈钢表面的灰尘。5、松动地脚螺母一次,清洗上油以免螺母锈死,然后紧固。6、校核并定点检查支座高度变化,以便校核支座内聚四氟乙烯板的磨耗情况,当支座变化高度超过3mm 时,应拆除橡胶密封圈,检查聚四氟乙烯板的情况。



您的满意是我们的追求,上沅工程技术(苏州市分公司)将竭诚为您服务!
公司宗旨:为客户创造价值,为员工创造机会,为社会创造效益。
公司使命:为客户解决“减少人工,降低成本,提率,品质”及提高国内 盆式支座研发水平和广泛应用为使命。
品牌定位:努力打造 盆式支座行业的标杆品牌。
质量方针:创新是根本,质量是生命。
管理理念:以人为本,科学管理。
企业精神:诚信、务实、开拓、创新。


支座主要技术指标:1) 在常用混凝土许用压应力下,假设垂直承载力 值和小值的比值为通常值,支座的上下滑移面都可采用相同的混凝土许用压应力值;2) 纵向活动支座和固定支座的横桥向水平力为支座 垂直承载的10%或按用户要求;3) 支座旋转角允许正切值tgj= ±0.01或按用户要求;4) 支座设计位移量顺桥向:1000~30000KN ex=± 50、± 100和± 150mm;横桥向(多向活动支座)ey=±20mm、±40mm。位移量根据工程需要可进行特定设计。对于其他的混凝土许用压应力和特殊的承载条件,我们可以根据不同地区和 标准,如DIN 4141、BS5400、AASHTO等,按照你的要求为您设计合理的支座尺寸。支座分类及代号表示方法支座分为纵向活动支座(ZX),多向活动支座(DX)和固定支座(GD)三类。示例:MQZ3000GD表示设计竖向承载力为3000KN,固定球形支座。



支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。



产品







- 城市景观护栏外形美观 2026-02-25
- 叉车维修口碑好 2026-02-25
- 叉车轮胎售后服务完善价格合理 2026-02-25
- 养殖膜甲鱼养殖膜鱼塘养殖膜厂家直销 2026-02-25
- 不锈钢平台护栏厂家联系电 2026-02-25
- 钢构建筑铰支座加工厂家 2026-02-25
- 金属梁柱式防撞护栏各种规格都有 2026-02-25
- GD固定铰支座厂生产工艺 2026-02-25
- 桥梁防撞栏杆厂家直销 2026-02-25
- 东方市14Cr1MoR锻钢、棒料、锻方价格 2026-02-25
- 核医学放射防护要求 2026-02-25
- 滑动平面钢闸门质量可靠 2026-02-25
- 回转格栅除污机量大价优 2026-02-25
- 滚筒工艺紫薯粉厂家现货 2026-02-25
- QT400-18球墨方钢在线咨询 2026-02-25
联系方式
