您当前的位置:商助贸易宝 » 铜川商助贸易宝 »铜川产品 » 304不锈钢碳素钢复合管护栏
304不锈钢碳素钢复合管护栏
更新时间:2026-03-01 06:49:36 ip归属地:铜川,天气:晴,温度:-9-1 浏览:2次



- 发布企业
- 正久金属制品(铜川市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 898888
- 运费
- 3
- 关键词
- 灯光护栏
- 所在地
- 高新技术开发区南周工业园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 王经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:陕西省铜川市304不锈钢碳素钢复合管护栏的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 898888 |
| 运费说明 | 3 |
| 品牌 | 正久护栏 |
| 材质 | 不锈钢 |
| 加工方式 | 来图来样 |
| 是否定制 | 可定制 |
| 销售方式 | 自产自销 |
| 范围 | 304不锈钢碳素钢复合管护栏供应范围覆盖陕西省、西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市 王益区、印台区、耀州区、宜君县等区域。 |
【正久】持续拓展产品矩阵,现有印台防撞护栏、宜君304不锈钢复合管、宝鸡景观护栏、西安桥梁护栏、安康河道防撞栏杆、商洛防撞立柱等,满足不同场景需求。304不锈钢碳素钢复合管护栏,正久金属制品(铜川市分公司)为您提供304不锈钢碳素钢复合管护栏,联系人:王经理,电话:【0527-88266222】、【0527-88266222】。 陕西省,铜川市 2022年,铜川市地区生产总值突破500亿元大关,达到505.55亿元,按不变价格计算,同比增长4.3%。
我们为您准备了304不锈钢碳素钢复合管护栏产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
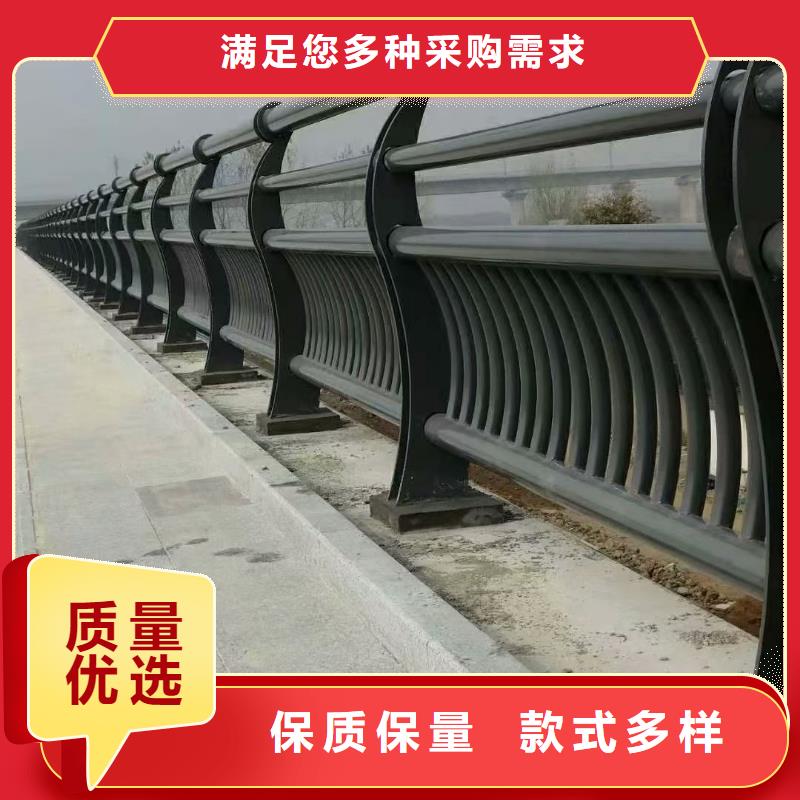
以下是:陕西铜川304不锈钢碳素钢复合管护栏的图文介绍
在 灯光护栏产业蓬勃发展的今天,正久金属制品(铜川市分公司)“以科学的管理模式,雄厚的技术力量,完善的服务体系”对客户永不变的承诺,一定会在新世纪,“锐不可当,扬帆远航”,我们愿与您共同携手,互惠互利,共创辉煌!


不锈钢复合管可以焊接3.1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。3.2 坡口形式可采用GB/T13148图1的对接6号,3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。





不锈钢复合管的焊接:3.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。



不锈钢复合管中外覆防腐层可按“GB/T3091低压流体输送用焊接钢管”规定做成热镀锌层,镀锌层厚度为0.072毫米。也可按“SY/T4013-1995埋地钢质管道聚乙烯防腐层技术标准”规定做成聚乙烯防腐层,防腐层厚度可达0.5-2.5毫米。内衬不锈钢复合钢管是在钢管内覆以薄壁不锈钢管,这样降低了制造成本,又确保了厚度以保证强度,使安装内衬不锈钢复合钢管的费用大大低于厚壁纯不锈钢管和厚壁纯铜管, 根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。
304不锈钢碳素钢复合管护栏_正久金属制品(铜川市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:王经理,高新技术开发区南周工业园。