网架球铰支座直接厂家
| 产品参数 | |
|---|---|
| 产品价格 | 面议 |
| 发货期限 | 包邮 |
| 供货总量 | 5000 |
| 运费说明 | 7天 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |
| 范围 | 网架球铰支座直接供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 湘桥区、潮安区、饶平县等区域。 |


支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。



上沅工程技术(潮州市分公司)凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 盆式支座。数年来,我司始终致力于 盆式支座事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。


多年的不懈努力和历练,使上沅工程技术(潮州市分公司)拥有一大批经验丰富的 盆式支座设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 盆式支座技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。



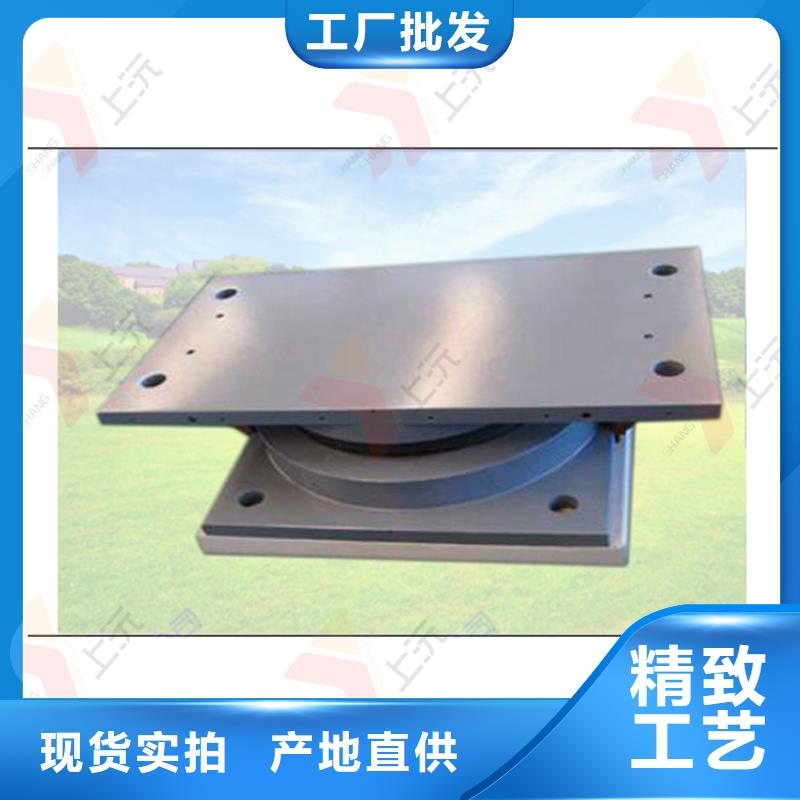
支座(网架钢支座)的主要技术性能:1、可承受竖向载荷; 2、具有抗竖向拉力的性能,保证竖向*震时上下结构不脱节; 3、具有抗水平力的性能,保证水平*震时不落梁; 4、可适应径向、环向的位移要求; 5、可适应任意方向的转角要求; 6、支座具用良好的减震性能;7、支座整体性能好; 8、支座通过球面传力,不出现力的缩颈现象,作用在上、下结构的反力比较均匀.
产品









- 建筑机械操作证网查直出 2026-03-02
- 滑动球铰支座生产厂规格多 2026-03-02
- 网架球铰支座厂家制造 2026-03-02
- 顶棚铰支座厂家批发 2026-03-02
- 理全国人才技能资料 2026-03-02
- 烙馍机恒温烤制 2026-03-02
- 镀锌护栏大量订做 2026-03-02
- 技工技能有效期多久 2026-03-02
- 【钢塑土工格栅,的技术参数 2026-03-02
- 板簧铰支座厂家批发 2026-03-02
- pe硬式透水管工厂直销价格 2026-03-02
- 利达热镀锌管型号齐全 2026-03-02
- 紫铜板止水带服务为先价格 2026-03-02
- 防火薄型防火涂料用心经营 2026-03-02
- 发货及时的环氧乙烯基鳞片胶泥公司 2026-03-02
联系方式
