公司新闻
电气焊学校学期学费
更新时间: 2026-03-01 05:26:55 ip归属地:吉林,天气:晴转多云,温度:-21--12 浏览:1次
以下是:吉林省电气焊学校学期学费的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 2980 |
| 发货期限 | 不限 |
| 供货总量 | 600 |
| 运费说明 | 自理 |
| 小起订 | 1 |
| 培训方式 | 全日制脱产学习 |
| 学期 | 1个月,4个月,1年,3年 |
| 招生对象 | 16岁-60岁男女均可学习 |
| 授课机构 | 保定虎振技工学校 |
| 开课日期 | 随到随学 |
| 学费 | 电询,学期不一样,收费不同 |
| 范围 | 电气焊学校学期学费服务网络覆盖吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市等区域。 |
【大专院校】业务覆盖多领域场景,主营延边机电一体化培训、辽源虎振汽修学校等产品服务。电气焊学校学期学费,全日制大专(吉林省分公司)为您提供电气焊学校学期学费的资讯,联系人:戎老师,电话:【18762195566】、【18762195566】。 吉林省 2022年,吉林省地区生产总值13070.24亿元,按可比价格计算,比上年下降1.9%。其中,产业增加值1689.10亿元,第二产业增加值4628.30亿元,第三产业增加值6752.84亿元。
为了给您提供更的电气焊学校学期学费产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:吉林电气焊学校学期学费的图文介绍
全日制大专(吉林省分公司)具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 虎振学校。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供、完善的服务。



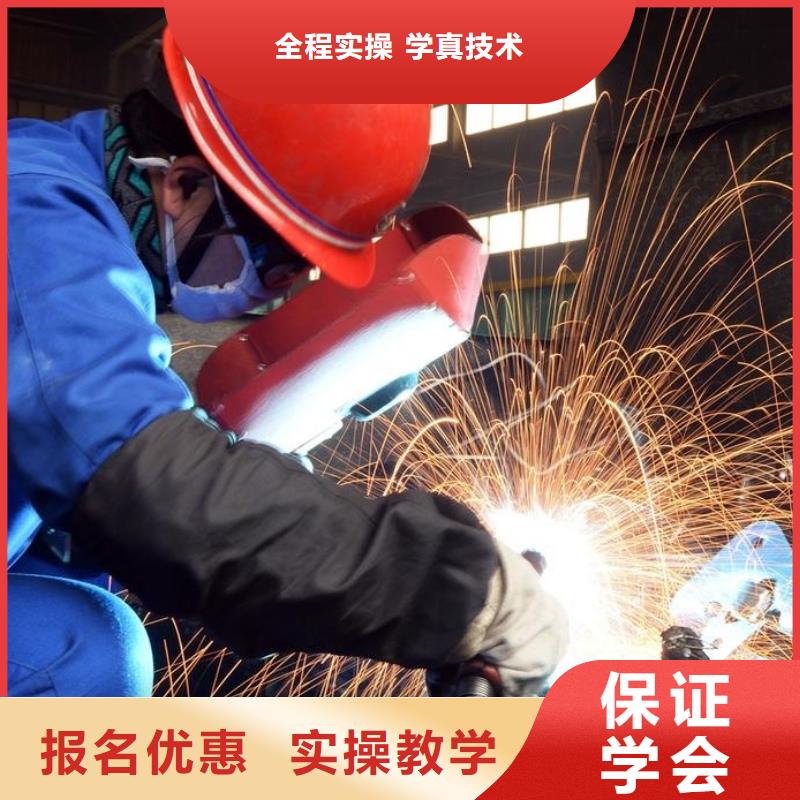
电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在电阻点焊的修理作业中,应该注意焊接质量的控制。一般的电阻点焊机的焊接电流能够达到6000A左右,对于车身上一般的板件都可以进行焊接。
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在电阻点焊的修理作业中,应该注意焊接质量的控制。一般的电阻点焊机的焊接电流能够达到6000A左右,对于车身上一般的板件都可以进行焊接。



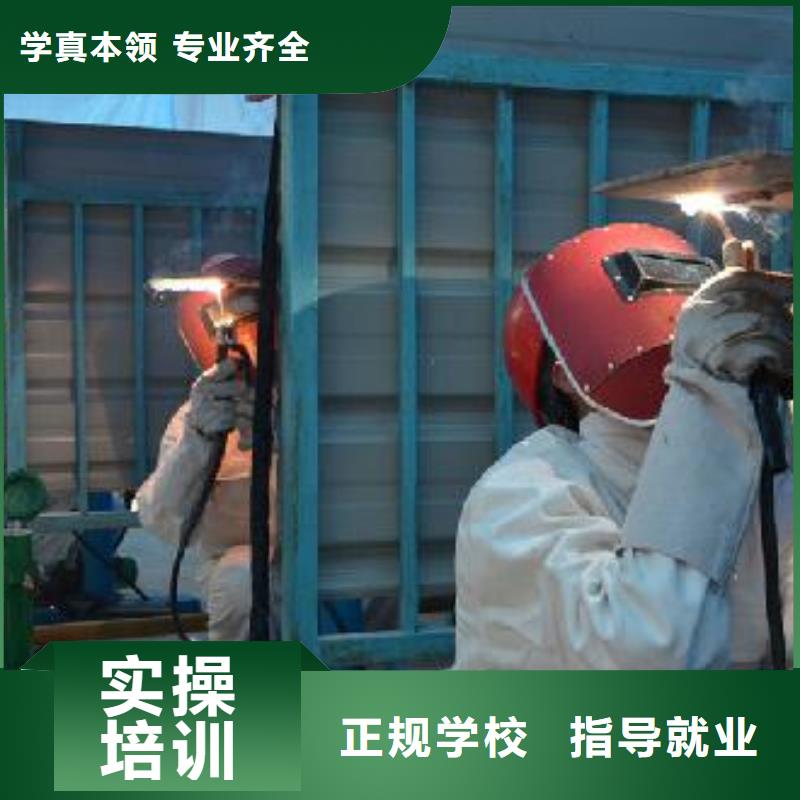
近年来,焊接培训已成为一门独立的学科,广泛应用于航天、航空、核工业、船舶、建筑、机械制造工业、国民经济的发展在我国,特别是制造业的发展,焊接培训技术是一种不可或缺的加工手段。离开焊接培训, 无法想象如何完成各个项目。
焊工的职业专门化是国外发展现状增加,操作简单,自动化、集成,以高度发展相应的焊接培训技术。自动焊接培训设备,广泛使用在国外,自动化程度和控制精度,稳定的焊接培训质量。这就要求焊工掌握不仅焊接培训的基础知识和专业技能,但也使用和操作各类先进、精密的焊接培训设备,控制和仪表。焊工往往会经历很长一段时间,因此,系统、的培训、教育,为了适合焊接培训工作。
焊工的职业专门化是国外发展现状增加,操作简单,自动化、集成,以高度发展相应的焊接培训技术。自动焊接培训设备,广泛使用在国外,自动化程度和控制精度,稳定的焊接培训质量。这就要求焊工掌握不仅焊接培训的基础知识和专业技能,但也使用和操作各类先进、精密的焊接培训设备,控制和仪表。焊工往往会经历很长一段时间,因此,系统、的培训、教育,为了适合焊接培训工作。


二.电弧电压和弧长的关系
当弧长拉长时,电弧电压升高,当弧长缩短时,电弧电压降低
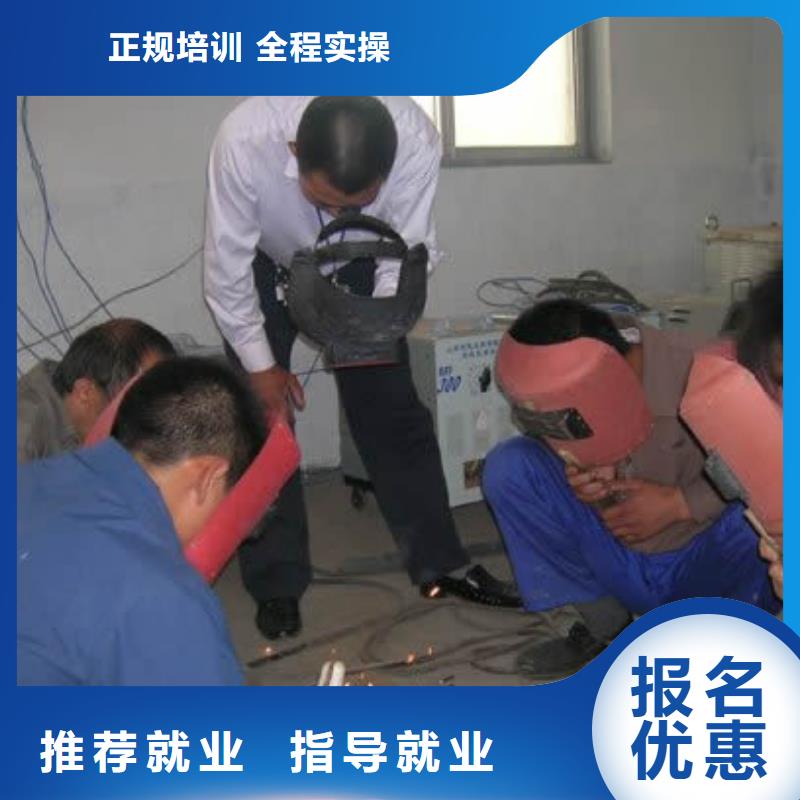
三.焊接培训电源的极性
电源的极性就是在直流电弧焊或电弧切割中,焊件与电源输出端正负极的接法,称正接,反接两种。
直流电源极性:焊件接电源的正极,焊钳接电源的负极,正接焊件接电源的负极,焊钳接电源的正极,反接交流电源是交变的不存在正接与反接
焊接培训过程中电源极性的应用
主要根据焊条的性质和焊件的所需热量来决定
1直流电源
焊接培训中酸性焊条一般采用正接,但焊薄板可采用把反接,电流稍小可防止烧穿,厚板可采用正接以保证较大的熔深。
碱性焊条一般采用反接,有些有色金属就必须采用反接,可减少飞溅现象和减少气孔倾向,使电弧稳定。
当弧长拉长时,电弧电压升高,当弧长缩短时,电弧电压降低
三.焊接培训电源的极性
电源的极性就是在直流电弧焊或电弧切割中,焊件与电源输出端正负极的接法,称正接,反接两种。
直流电源极性:焊件接电源的正极,焊钳接电源的负极,正接焊件接电源的负极,焊钳接电源的正极,反接交流电源是交变的不存在正接与反接
焊接培训过程中电源极性的应用
主要根据焊条的性质和焊件的所需热量来决定
1直流电源
焊接培训中酸性焊条一般采用正接,但焊薄板可采用把反接,电流稍小可防止烧穿,厚板可采用正接以保证较大的熔深。
碱性焊条一般采用反接,有些有色金属就必须采用反接,可减少飞溅现象和减少气孔倾向,使电弧稳定。



电气焊学校学期学费,全日制大专(吉林省分公司)专业从事电气焊学校学期学费,联系人:戎老师,电话:【18762195566】、【18762195566】,以下是电气焊学校学期学费的详细页面。
其他新闻
- 氩弧焊|电气焊|二保焊技校简章 2026-03-01
- 成都淤泥固化剂澄迈县打桩集中污泥固化格 2026-03-01
- 饭店植物油燃料灶具专业生产厂家 2026-03-01
- 植物油燃料厂家质量稳定现货 2026-03-01
- 电气焊学校招生简章 2026-03-01
- 二保焊培训招生简章 2026-03-01
- 电气焊|氩弧焊技校简章 2026-03-01
- 电气焊培训技校学期学费 2026-03-01
- 电气焊|氩弧焊|二保焊学校报名电话 2026-03-01
- 镀锌喷塑钢板立柱制造生产厂家 2026-03-01
- 无缝衔接的感情一般维持多久百看不如一问 2026-03-01
- 紫薯雪花粉价格 2026-03-01
- h型钢和工字钢的区别厂家,基地 2026-03-01
- 重庆到货运公司价格透明 2026-03-01
- 彩铝檐沟施工团队彩铝檐沟 2026-03-01
产品








联系方式
