您当前的位置:商助贸易宝 » 马鞍山商助贸易宝 »马鞍山产品 » 精密无缝钢管厂家低价
精密无缝钢管厂家低价
更新时间:2026-03-02 18:07:39 ip归属地:马鞍山,天气:阴转晴,温度:0-9 浏览:4次



- 发布企业
- 龙丽金属材料(马鞍山市分公司)
- 报价
- 低价
- 品牌
- 低价
- 供货总量
- 大量
- 运费
- 商议
- 关键词
- 精密光亮钢管
- 所在地
- 东昌府区开发区蒋官屯街道办事处前屯工业园
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 王立勇 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:安徽省马鞍山市精密无缝钢管厂家低价的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 低价 |
| 发货期限 | 配货 |
| 供货总量 | 大量 |
| 运费说明 | 商议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
| 范围 | 精密无缝钢管低价供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 花山区、雨山区、博望区、当涂县、含山县、和县等区域。 |
【龙丽】业务覆盖多元场景,提供以下产品和服务:雨山精拉无缝钢管、含山42crmo精密钢管、铜陵精拉无缝钢管、芜湖精密无缝钢管、滁州精密无缝钢管、六安精拉无缝钢管等。精密无缝钢管厂家低价,龙丽金属材料(马鞍山市分公司)为您提供精密无缝钢管厂家低价的资讯,联系人:王立勇,电话:【0527-88266888】、【0527-88266888】。 安徽省,马鞍山市 2022年,马鞍山市实现地区生产总值2520.96亿元,同比增长4.6%。人均地区生产总值11.61万元。城乡居民收入连续多年居全省首位。
【新品发布,视频先行!】精密无缝钢管厂家低价产品,等你来探!
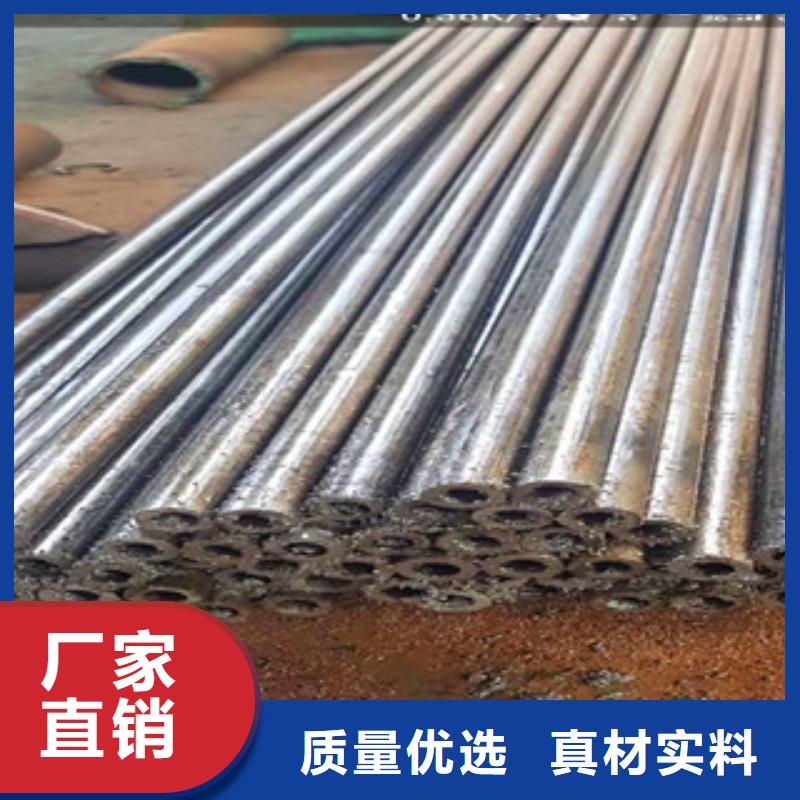
以下是:安徽马鞍山精密无缝钢管厂家低价的图文介绍

精密钢管的生产方法:
管材的生产方法有热轧(见热轧无缝管)、热挤压(见管材挤压)、焊接以及冷加工(见管材冷轧冷拔)等。无缝精密钢管大都由热轧生产,有色金属管和低塑性高合金精密钢管主要用热挤压法生产。热轧无缝管的主要工序有管坯准备(包括切断和清理缺陷)、定心、管坯穿孔、毛管轧制、荒管精轧等。石油地质管还要经过管端加工工序。在管坯穿孔工序中,由于穿孔方法的不同,穿孔分斜轧穿孔(见二辊斜轧穿孔和三辊斜轧穿孔)、菌式穿孔机穿孔、压力穿孔和推轧穿孔等。穿孔后的毛管按轧管方法的不同分自动轧管机轧管、管材斜轧延伸、周期式轧管机轧管、连续轧管机轧管和顶管。荒管通过精轧得到各种热轧成品管。精轧的方式包括管材均整、管材定径、管材减径和管材热扩径等。


精密钢管冷加工方式的配置
按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。
(1)单一冷轧方案。
和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金精密钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。
(2)冷轧冷拔结合的方案。
是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。
(3)单一冷拔方案。
由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金精密钢管和一般有色金属管在实际生产中有广泛的应用。



多年来,龙丽金属材料(马鞍山市分公司)始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 精密光亮钢管市场为准则,以新创科技为先导”“以德做人、以诚做事”,的经营理念,扎实地走科研与生产 精密光亮钢管相结合的道路。常年来受到了各界的一致好评, 每个员工坚持“质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展打造强势品牌,实现科技富民,产业报国之宏愿。


热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



今年在安徽省马鞍山市本地购买精密无缝钢管厂家低价有了新选择,龙丽金属材料(马鞍山市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的精密无缝钢管厂家低价产品。如需购买或咨询,请随时联系我们,联系人:王立勇-【0527-88266888】,地址:东昌府区开发区蒋官屯街道办事处前屯工业园。
我们的其他产品