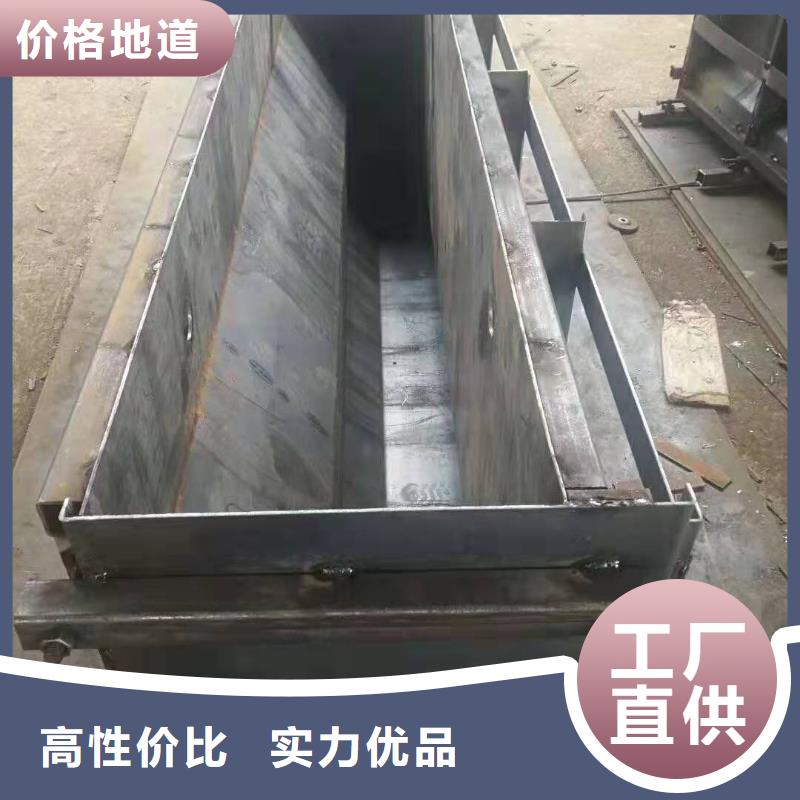
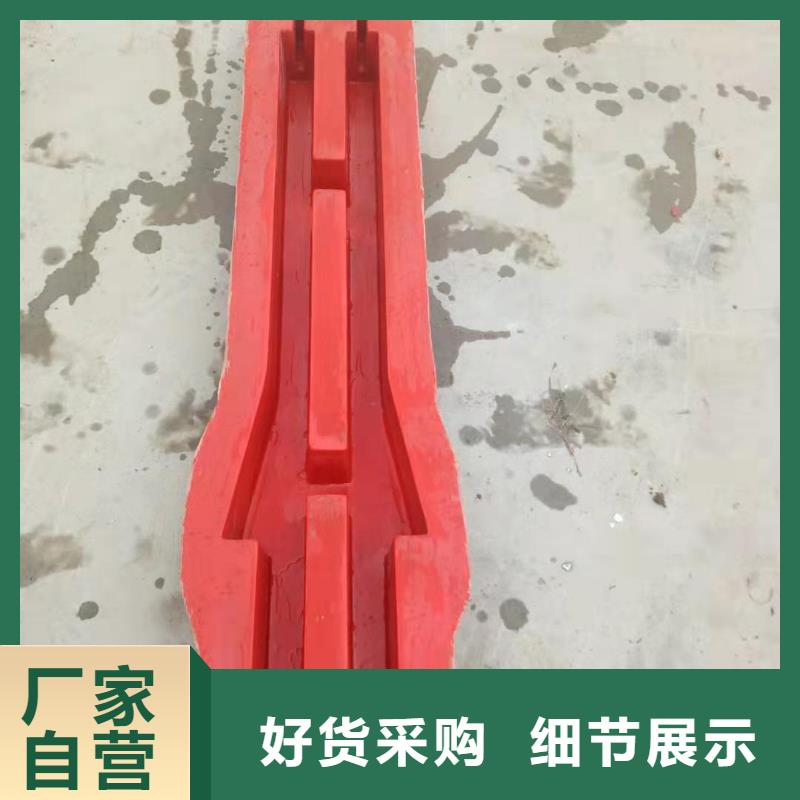
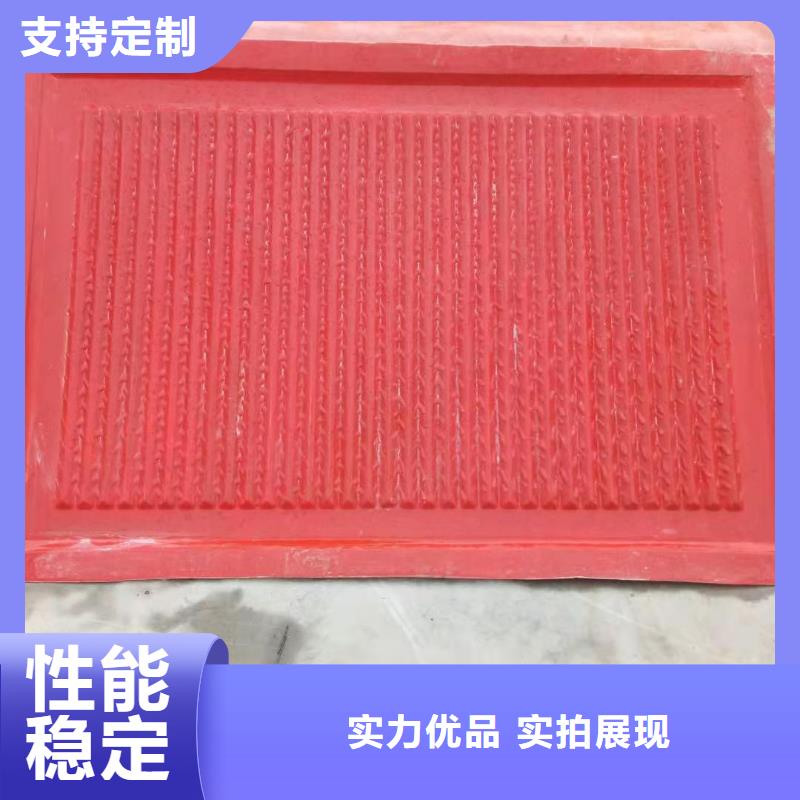
挡土墙模具定制厂家
| 产品参数 | |
|---|---|
| 产品价格 | 30 |
| 发货期限 | 不含运费 |
| 供货总量 | 100 |
| 运费说明 | 3-7天 |
| 品牌 | 钜顺模具 |
| 产品分类 | 玻璃钢模具,钢模具,塑料模具 |
| 产品材质 | 玻璃钢,树脂 |
| 产品规格 | 根据客户要求规格定制 |
| 加工周期 | 3-7天 |
| 生产能力 | 10000 |
| 模具用途 | 手糊玻璃钢 |
| 模具用途 | 混凝土模具 |
| 包装 | 普通 |
| 范围 | 挡土墙模具定制供应范围覆盖江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市等区域。 |



加温阶段即达到玻璃钢SMC模压成型温度的环节。该环节中,同样需要控制模温机升温速率和温度。对快速模压工艺,装模温度即为压制温度,不存在升温速率问题。而慢速模压工艺,应依据模压料树脂的类型、制品的厚度选择适当的升温速率。 成型温度与模压料的品种有很大关系。成型温度过高,树脂反应速度过快,物料流动性降低过快,常出现早期局部固化,无法充满模腔。温度过低,制品保温时间不足,则会出现固化不完全等缺陷。
模具温度低时,玻璃钢难以固化成型。同时由于温度低,固化反应速率慢,会造玻璃钢交联反应速度长,影响生产效率。玻璃钢局部因含胶量少而分层,从而进一步影响整体树脂的交联度,造成玻璃钢硬度低、耐蚀性、耐热性下降。
如果模具温度过高时,物料内部反应太快,整体玻璃钢脆性过大。同时分子间化学反应快,一些有效的活性基因来不及反应就被冻结。造成应力集中,玻璃钢发生开裂。



钜顺模具制造厂(江苏省分公司)在直销经营模式下,努力降低【盖板模具】产品的成本,可谓是从消费者的角度出发,为消费者提供便捷、价格实惠的【盖板模具】产品,消费者也可以从中获取物美价廉的【盖板模具】产品,同时钜顺模具制造厂(江苏省分公司)也可以根据消费者的实际情况,对产品规格等进行调整。


原辅材料的选用选用优质的原辅材料,是制造高品质模具的重要条件。用于制造模具的原辅材料成本对于总成本来说只占很小的百分比,不能试图节约而使用产品树脂或已过贮存期的材料和劣质材料。
模具胶衣的检验模具胶衣的贮存期是要求非常严格的指标,依照胶衣供应商的建议是十分重要的,大多数情况下,生产者能够保证胶衣从包装到一特定时间的使用质量。因此,生产者与检查者应经常检验每桶胶衣的生产日期或日期编号,以便确认胶衣是否在有效的使用期内。
⑴混合在使用前用一气动搅拌器彻底搅拌每一桶模具胶衣,并确保桶里所有的材料都得到完全的混合,然后,允许胶衣停留几分钟以恢复到它自身的黏度,再进行使用。
⑵温度核实胶衣的温度在21~28℃范围内,该温度是制模工艺要求的适宜温度。
制定合理的制模时间表安排适宜的制模时间表是制造好模具的因素之一。采用传统的铺层方法所需求的时间均由这些原辅材料的化学特性决定的,企图走捷径或加速工艺,都将对模具的质量产生不良的影响玻璃钢模具材料的选择
基体树脂要求固化收缩率低,电绝缘性能极好,对各种酸碱及有机溶剂都很稳定,抗拉强度可达450~700kg/cm2,抗弯曲强度可达900~1200kg/cm2。固化剂采用m50固化剂。模具胶衣采用耐高温、硬度高、韧性好的模具专用胶衣。制作FRP模具的纤维增强材料采用300g/m2无碱短切毡、表面毡采用40g/m2和0.2mm或0.4mm玻璃纤维方格布。
玻璃钢模具工艺规程
利用RP原型为母模手糊成型玻璃钢模具的工艺流程。这种方法是以液态的树脂与有机或无机材料混合作为基体材料,并以原型为基准手工逐层糊制模具的一种制模方法(4)树脂胶液配制由于常温树脂粘度很大,可先将不饱和聚酯树脂在60℃恒温箱中加热30min,以降低其粘度,再加入20~25份的固化剂(固化剂的加入量应根据当时的气温、现场温度适当增减),迅速搅拌,进行真空脱泡1~3分钟,以除去树脂胶液中的气泡,即可使用。
(5)玻璃纤维逐层糊制待胶衣初凝,手感软而不粘时,将调配好的环氧树脂胶液涂刷到经胶凝的模具胶衣上,随即铺一层短切毡,压实,排出气泡。积累方法进行逐层糊制,直到所需厚度。在糊制过程中,要严格控制每层树脂胶液的用量,既要能充分浸润纤维,又不能过多。含胶量高,气泡不易排除,而且造成固化放热大,收缩率大。整个糊制过程实行多次成型,每次糊制2~3层后,要待固化放热高峰过了之后(即树脂胶液较粘稠时,在20℃一般60min左右),方可进行下一层的糊制。糊制时玻璃纤维布必须铺覆平整,玻璃布之间的接缝应互相错开,尽量不要在棱角处搭接。要注意用毛刷将布层压紧,使含胶量均匀,赶出气泡,有些情况下,需要用尖状物,将气泡挑开。一片模具固化后,切除多余飞边,清理模具及另一半原型表面上的杂物,即可打脱模剂,制作胶衣层,放置注射孔与排气孔,进行第二片模具的糊制。待第二片模具固化后,切除多余的飞边。为保证模具有足够的强度,避免模具变形。可适当的粘结一些支撑件、紧固件、定位销等以完善模具结构。
(6)脱模修整在常温(20℃左右)下糊制好的模具,一般48小时基本固化定型,即能脱模。脱模时尽可能使用压缩空气断续吹气,以使模具和母模逐渐分离。一般 用400#~1000#水砂纸依次打磨模具表面,使用抛光机对模具进行表面抛光。所有的工序完成之后模具即可交付使用。


产品







- 304通风不锈钢管批发市场 2026-03-04
- 晋中洗沙聚丙烯酰胺厂家基地 2026-03-04
- 16mn方管零切割可非标定做 2026-03-04
- 高速公路PE穿线管厂家咨询 2026-03-04
- MPP电力管高温施工方法 2026-03-04
- 钢筋笼滚笼机【技术交流】 2026-03-04
- 张家口脱硫消泡剂2026价格 2026-03-04
- 手摇式密集架有现货 2026-03-04
- 档案柜密集做预算 2026-03-04
- 厚壁无缝方管生产销售 2026-03-04
- 宠物医院实验室铅房本地厂家 2026-03-04
- 铅板按需定制 2026-03-04
- 波纹方形彩钢雨水管价格合理 2026-03-04
- 高压合金管定尺加工 2026-03-04
- 有现货的压花铝板生产厂家 2026-03-04
联系方式
