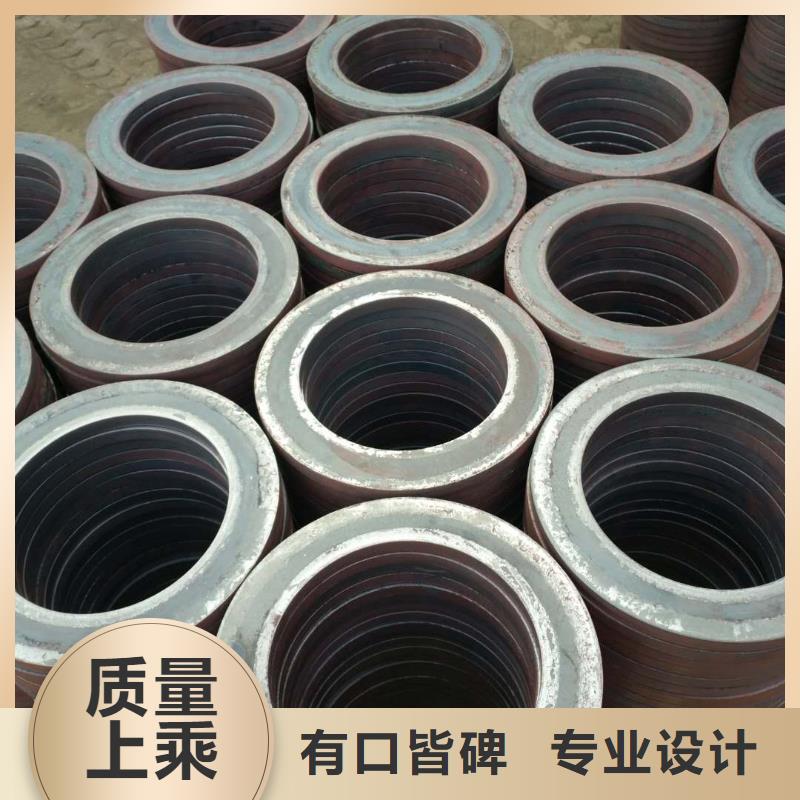
45#法兰毛坯规格齐全
| 产品参数 | |
|---|---|
| 产品价格 | 3000-8000 |
| 发货期限 | 电议 |
| 供货总量 | 500000吨 |
| 运费说明 | 3-7 |
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |
| 范围 | 45#法兰毛坯供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市等区域。 |

.合金工具钢和高速工具钢
①合金工具钢钢号的平均碳含量≥1.0%时,不标出碳含量;当平均碳含量<1.0%时,以千分之几表示。例如Cr12、CrWMn、9SiCr、3Cr2W8V。
②钢中合金元素含量的表示方法,基本上与合金结构钢相同。但对铬含量较低的合金工具钢钢号,其铬含量以千分之几表示,并在表示含量的数字前加“0”,以便把它和一般元素含量按百分之几表示的方法区别开来。例如Cr06。
③高速工具钢的钢号一般不标出碳含量,只标出各种合金元素平均含量的百分之几。例如钨系高速钢的钢号表示为“W18Cr4V”。钢号冠以字母“C”者,表示其碳含量高于未冠“C”的通用钢号。
10.不锈钢和耐热钢
①钢号中碳含量以千分之几表示。例如“2Cr13”钢的平均碳含量为0.2%;若钢中含碳量≤0.03%或≤0.08%者,钢号前分别冠以“00”及“0”表示之,例如00Cr17Ni14Mo2、0Cr18 Ni9等。
②对钢中主要合金元素以百分之几表示,而钛、铌、锆、氮等则按上述合金结构钢对合金元素的表示方法标出。
11.焊条钢
它的钢号前冠以字母“H”,以区别于其他钢类。例如不锈钢焊丝为“H2Cr13”,可用于区别不锈钢“2Cr13”。
12.电工用硅钢
①钢号由字母和数字组成。钢号头部字母DR表示电工用热轧硅钢,DW表示电工用冷轧无取向硅钢,DQ表示电工用冷轧取向硅钢。
②字母之后的数字表示铁损值(W/kg)的100倍。
③钢号尾部加字母“G”者,表示在高频率下检验的;未加“G”者,表示在频率为50周波下检验的。例如钢号DW470表示电工用冷轧无取向硅钢产品在50赫频率时的单位重量铁损值为4.7W/kg。
13.电工用纯铁
①它的牌号由字母“DT”和数字组成,“DT”表示电工用纯铁,数字表示不同牌号的顺序号,例如DT3。
②在数字后面所加的字母表示电磁性能:A——高级、E——特级、C——超级,例如DT8A。
28
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
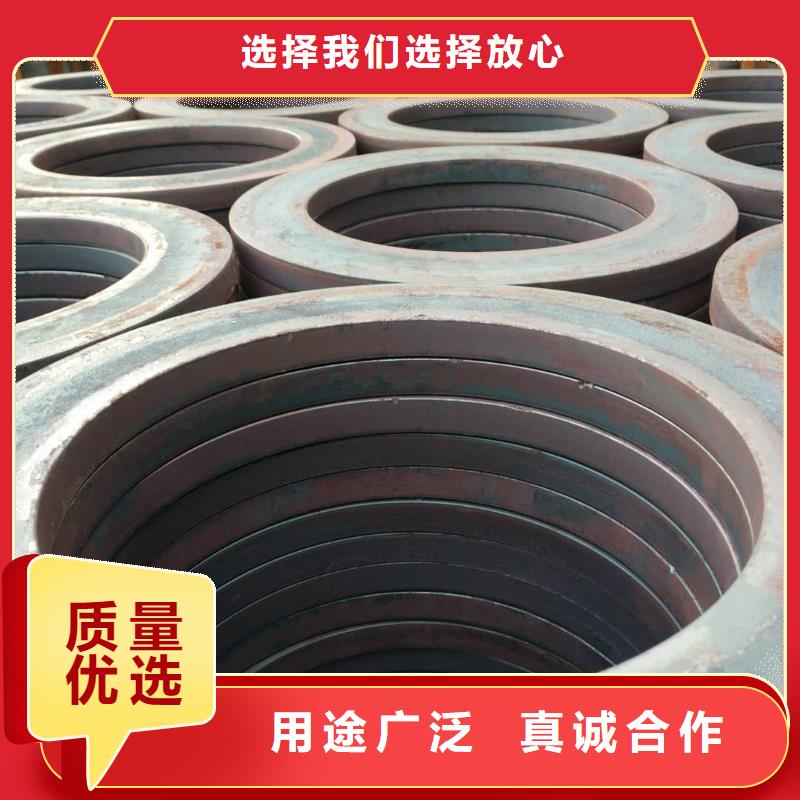
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
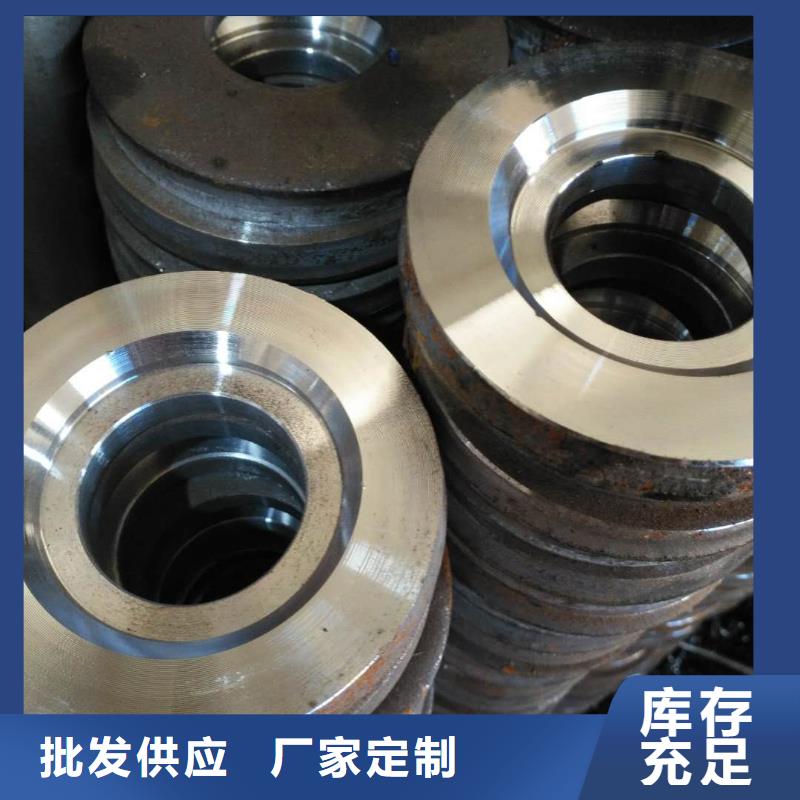
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
8


日本应用标准体系(JIS)
管子:大外径系列 (JIS G3454、JIS G3458、JIS G 3459)与ANSI大多数相同
无缝钢管公称直径:(DN6~DN650)mm 壁厚表示方法:管子表号"Sch"表示壁厚
焊接钢管公称直径:(DN350~DN2000)mm 壁厚表示方法:直接用壁厚数值表示。
管法兰:(JIS B2201、JIS B2220等)自成体系,既不属于"美式法兰",也不属于"欧式法兰"
公称直径: (DN10~DN1000)mm
公称压力等级:2K、5K、l0K、16K、20K、30K、40K、63K 共8个等级
法兰密封面:光滑面、大凸台面、小凸台面、凹凸面、榫槽面 5种
法兰型式:平焊式、承插焊式、对焊式、螺纹连接式、松套式及法兰盖6种
※JIS应用标准体系与ANSI和DIN等都不能配套使用。为了弥补这个缺陷,日本石油学会编制了一套JPI标准,它基本上等效采用了ANSI/API应用标准体系,故它能与ANSI互换。
◆日本应用标准体系JIS中常用的标准有:
JIS G3458 合金钢管
JIS G3459 不锈钢钢管
JIS G3468 电弧焊大直径不锈钢钢管
JIS B2201 铁素体材料管法兰压力等级
JIS B2202 管法兰尺寸
JIS B2210 铁素体材料管法兰基础尺寸
JIS B2220 钢制管法兰
JIS B2302 钢制螺纹连接管件
JIS B2311 普通用途的钢制对焊管件
JIS B2312 钢制对焊管件
JIS B2313 钢板制对焊管件
JIS B2404 管阀兰用缠绕式垫片



面向未来,搏远金属制品(巢湖市分公司)正以崭新的形象,秉承精品化产品策略,以专注、专业和专精的态度来经营 锻造法兰毛坯产品,致力消费者高端品质生活的创新体验,为缔造华人为之自豪与骄傲的显示帝国而不懈努力!同时,将持续致力于社会公益事业,以及善尽社会责任,借以回馈社会,从而实现旗下品牌的永恒发展基业。


2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



产品







- 酸洗钝化无缝钢管报价 2026-03-10
- 型材切割锯床【操作过程】 2026-03-10
- 混凝土抛丸设备-小型桥面抛丸设备工艺 2026-03-10
- 阳离子和阴离子聚丙烯酰胺 2026-03-10
- 201不锈钢复合管桥梁栏杆可加工定做 2026-03-10
- 全自动烙馍机先了解这些方面 2026-03-10
- 全自动烙馍机优质商品价格 2026-03-10
- 专业酸洗钝化加工厂 2026-03-10
- 聚丙烯酰胺阳离子 2026-03-10
- 生活工业废水聚合硫酸铁 2026-03-10
- 井盖不锈钢圆形井盖使用寿命长久 2026-03-10
- 别墅铝合金雨水槽无中间商别墅铝合金雨水槽 2026-03-10
- ls螺旋输送机供应商LJGD 2026-03-10
- 复古木纹漆多少钱一公斤#内外墙#不锈钢#铝合金#镀锌管 2026-03-10
- 防辐射门 电动平移品质保障 按需定制, 2026-03-10
联系方式
